|
Las exigencias de los flautistas en los últimos diez años han aumentado considerablemente, obligando a los fabricantes de instrumentos a realizar mejoras notables. Velocidad en los ataques agudos, potencia en los graves, precisión, color sonoro refinado, de ahora en adelante, son requisitos ineludibles para obtener un instrumento de alta manufactura.
La fabricación de instrumentos es una actividad apasionante, pero que requiere mucho tiempo y que pide un rigor excesivo. Mi taller funcional y bien equipado, me permite crear instrumentos con gran facilidad, pudiendo pasar de la fabricación de una Rafi Tenor a una Soprano Barroca sin ningún problema. |
|
Puedo controlar diversos aspectos de mi trabajo con un microscopio estereoscópico (la nitidez de los bordes de corte, la superficie, la porosidad de las diferentes especies de madera...) lo que es un ejemplo de la manera de abordar mi trabajo de lutier. Nada se deja al azar, ni la marca de los abrasivos, ni el tiempo de inmersión en el aceite de linaza, ni el matiz del acero de mis herramientas, ni los procedimientos de afilado, etc... todo es probado, controlado y revisado periódicamente. |
 |
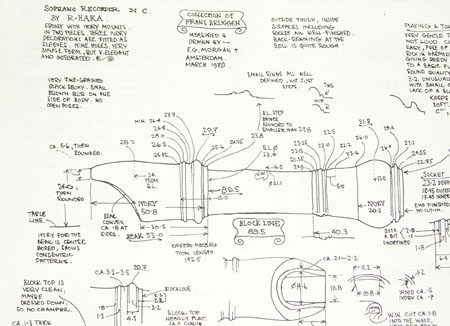
El diseño del instrumento es la primera etapa.
Durante toda su historia, la flauta de pico ha conocido muchas digitaciones y diferentes diapasones. Por razones prácticas, hoy en día son más utilizados los diapasones 415 y 440 Hz. El diapasón 460 Hz concierne principalmente a las flautas renacentistas de Consort y por un repertorio específico. Las digitaciones más comunes son la digitación moderna llamada Barroca, la digitación antigua o Hotteterre y la digitación Ganassi, similar a la antigua en la primera octava y media.
|
Esta variedad de digitaciones y de diapasones obliga al fabricante, la mayor parte del tiempo, a adaptar los modelos históricos. Algunos han sido medidos y diseñados cuidadosamente por los fabricantes de instrumentos. Fred Morgan, en particular, ha dejado planos muy interesantes, precisos y detallados. |
 |
La transformación del diapasón se hace gracias a simples relaciones matemáticas homotéticas. Sin embargo esto produce inevitablemente un cambio en el timbre del instrumento.
La digitación también debe ser adaptada. La moderna, mal llamada Barroca, por desgracia se ha impuesto. La flauta de pico ya ha cambiado muchas veces de digitación en su historia, ¿era necesario inventar esta? Yo hubiese deseado que siguiera siendo la digitación Hotteterre, que permite tocar en instrumentos más cercanos a los originales, pero la digitación moderna actualmente está tan difundida que es poco probable que algún día sea abandonada.
La tesitura debe algunas veces aumentarse, como en el caso de la flauta Ganassi, o en las flautas Renacentistas. Sylvestro Ganassi incluye en su tratado una tabla de digitación muy extendida. Por esto parece legítimo que los músicos exijan una flauta que posea esta tesitura. Pero esta no es utilizada en su totalidad en los ejemplos de disminuciones que siguen, lo que hace pensar que no era posible tocarla con facilidad.
Los fabricantes debieron hacer esta flauta utilizable sobre dos octavas y media, pero finalmente sin una real justificación histórica.
Por otra parte quiero dirigirme a todos los flautistas, a quienes recomiendo utilizar esta magnífica herramienta con prudencia. A fuerza de usarla, los fabricantes se han visto obligados a acercarse cada vez más al temperamento igual, que no representa ningún tipo de interés en la flauta de pico. Podemos encontrar desviaciones de 35 cents (100 cents en un semitono) entre dos notas (por ejemplo Do# y Mi b) sobre una flauta perfectamente afinada... al temperamento mesotónico. Entre los más conocidos, el Valotti es el temperamento más moderado, el cual recomiendo para los instrumentos barrocos si usted es debutante.
Terminado el diseño sigue la fabricación propiamente dicha.
Las maderas utilizadas deben imperativamente secarse durante 4 o 5 años, más si es posible. Lo ideal es tener un stock de madera cortada o comprada por un pariente precavido... En mi caso, es mi padre quien ha hecho la provisión de boj, arce, peral, palo-rosa, granadillo y bubinga en los años 1975-1980. Por supuesto, he continuado abasteciendo este stock regularmente, con el fin de no agotar mis reservas.
Pero el tiempo de secado no lo es todo. Yo otorgo una especial importancia a dejar la madera reposar durante algunos meses entre las diversas etapas de fabricación: bosquejo, taladro, torneado y acabados son operaciones que son espaciadas de dos a tres meses. El boj necesita un tratamiento específico: es sumergido en aceite caliente para perfeccionar el secado y eliminar las tensiones internas que son acumuladas a lo largo del tiempo.
|
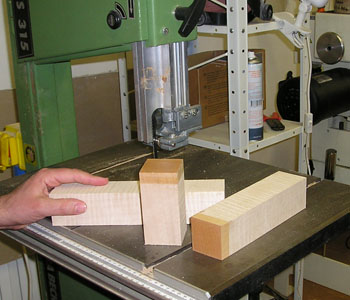
Las longitudes de corte se hacen con una sierra de cinta. Una selección rigurosa de piezas ya se hace en esta etapa. |
 |
|
 |
Las esquinas se retiran antes del torneado. |
|
El cilindrado y el refrentado se realizan en un torno de control numérico por computador CNC, que garantiza una precisión desde un punto de vista geométrico de la pieza. Esto simplificará las operaciones de taladro y de pulido permitiendo obtener un mejor resultado. |
 |
De nuevo, ciertas partes pasan directamente a la basura, el primer torneado a veces permite ver defectos escondidos al interior de la pieza.
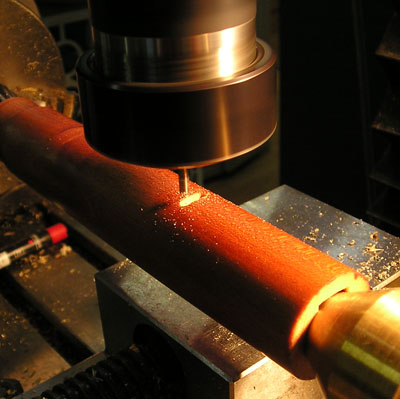
El taladro interior es la siguiente operación. Para permitir un mejor centrado, es la pieza de madera quien gira mientras la broca queda fija. Un primer orificio cilíndrico es realizado con una herramienta que elimina una gran cantidad de viruta tal que una broca al aire.

Este tipo de herramienta permite efectuar una perforación precisa sin calentamiento, la viruta es evacuada a medida que pasa el aire comprimido.
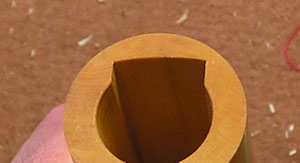
El acabado se hace con una herramienta cortante especial llamada escariador. A diferencia de la broca helicoidal clásica que sólo corta en el extremo, y que no puede sino hacer un agujero cilíndrico, el escariador posee una lama sobre toda su longitud permitiendo crear un agujero cónico con un excelente acabado. El escariador reproduce su propia forma al interior de la perforación, también es posible obtener perforaciones complejas. Es necesario tener un escariador por cada forma de perforación. Los escariadores son herramientas específicas muy importantes para la fabricación de instrumentos de viento.
|
Yo realizo los míos en mi taller, ellos son torneados en un torno de control numérico de alta precisión. Los cortes son tallados con una fresadora, máquina que presta un gran servicio en un taller. |
 |
|
 |
|
Para tallar el canal utilizo una máquina que adapté especialmente para este uso. Esta máquina permite reproducir la curva necesaria al interior de la cabeza de la flauta con gran exactitud. |
|
El resultado es un bosquejo muy próximo al objetivo final, el cual es una muy buena base parea empezar a trabajar. |
 |
|
El torneado se hace a mano por ciertas flautas, con un torno de control numérico por las otras. Una máquina compleja pero que efectúa un trabajo de tal calidad que uno olvida la dificultad para utilizarla. Que el torneado sea a mano o no, determina la estética del instrumento. Sin embargo la parte artística propiamente dicha, es reservada al oído y a la mano que intervienen mucho más tarde.
|
 |
|
 |
|
El pulido y la pintura darán un carácter único a cada instrumento. Los abrasivos cada vez más finos (hasta un grano 1200) han pasado sucesivamente, luego la pieza es terminada con una pasta para pulir. El resultado final depende en parte del afilado de las herramientas que se usaron en el torneado.
|
Las flautas de forma simple como la Ganassi y la Rafi, pueden ser barnizadas a la “francesa” con una goma laca, especialmente, si ellas son de madera clara y no están tintadas. Las flautas de forma más compleja, como las barrocas, o las de madera oscura (como el granadillo), son simplemente pulidas.
La futura flauta pasa en todos los casos por un tratamiento de aceite de lino para mejorar sus cualidades acústicas y limitar los cambios de humedad ambiental. El tintado es realizado al estilo antiguo, entre otros con ácido nítrico, siguiendo un proceso estricto de preparación y acabado. Este tipo de tinte ha mostrado una resistencia fuera de lo común, ya que los instrumentos históricos eran tintados así.
|
La ventana es tallada con una fresadora, mientras la cabeza de la flauta se mantiene sobre un soporte especial. |
 |
|
 |
|
Dispongo de una fresadora de cuatro ejes que me permite realizar diferentes operaciones, principalmente el perforado de los orificios del cuerpo. Es verdad que es una máquina sobrecalificada para esta operación, pero tiene la gran ventaja de ofrecer una gran precisión sobre todo en la posición angular. A falta de una máquina de este tipo, se traza con cuidado y se utiliza un taladro normal. |
Esta fresadora me permite igualmente hacer excelentes bocetos de bloques para los modelos más corrientes.
|
Un excelente resultado, especialmente con una ausencia total de rebabas.
|
 |
A partir de este momento, podemos abandonar los tornos, taladros y otras máquinas. Es la mayor parte del trabajo que comienza, en términos de tiempo de fabricación, y es también la más interesante. Ella es realizada en mi escritorio con herramientas tradicionales muy simples.
|
El bisel (labio) es tallado a la mano con un cincel a madera y acabado con herramientas especiales.
|
 |
|
 |
|
Del mismo modo, el bloque es tallado en madera de cedro, después de haber torneado los dos costados correspondientes al diámetro interior de la cabeza que servirán de referencia. |
|
Luego se encaja con precisión en la cabeza de la flauta para lograr un ajuste perfecto sin forzarlo. |
 |
|
 |
|
El canal es retocado con abrasivos finos. La ventana es acabada con diferentes herramientas pequeñas como finas limas o escalpelos. |
|
El escalpelo es también utilizado para ensanchar los agujeros del cuerpo y del pie, lo que es uno de los métodos de afinación de la flauta.
|
 |
Algunas especies son muy sensibles a la humedad en las primeras horas de vida del instrumento y exigen numerosos retoques antes de que la madera tome su lugar y sea estable.
Otros aspectos pueden ser juzgados con objetividad: la soltura en los agudos, la estabilidad en los graves, el diapasón... Pero la sonoridad, la facilidad a expresar la intención musical y el confort de tocar son facetas subjetivas del instrumento. Es en este momento que el trabajo del fabricante se vuelve realmente artístico, a medida que modela el sonido y la personalidad de la flauta. El ajuste del pico es un trabajo de gran precisión que pide delicadeza y tiempo.
La flauta es tocada, ensayada, luego retocada numerosas veces, hasta que llega a ser un instrumento único que permitirá una expresión musical fácil y ofrecerá al flautista un verdadero placer al interpretarla. |
